定制数控加工服务
还在为紧急的数控订单和复杂的生产规模化而苦恼吗?我们的全球工厂可以无缝处理 1 件到 10 万件以上的订单,从原型制作到批量生产。

Logell Mold的精密数控制造生态系统
先进制造能力
智能生产系统:


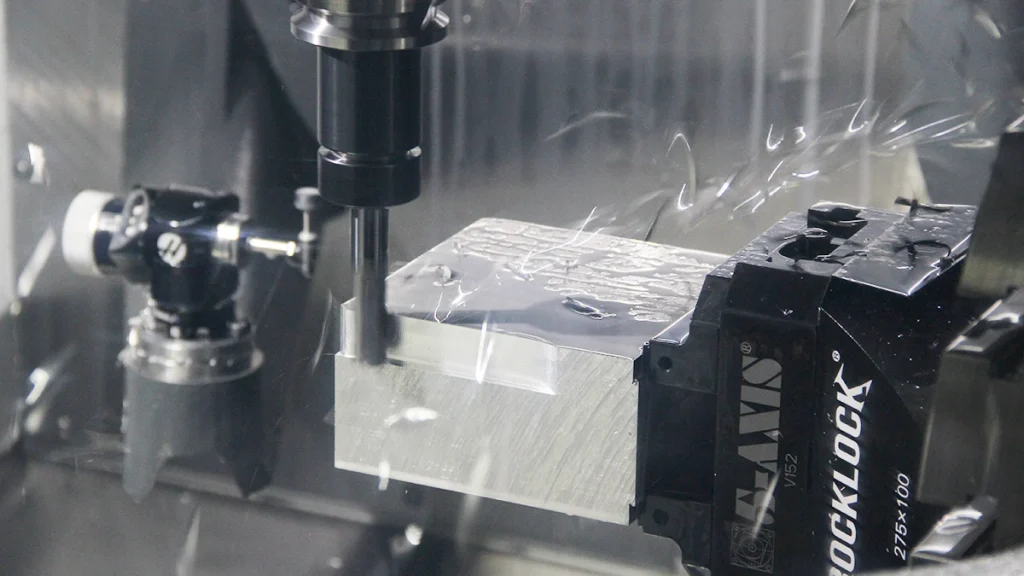
金属数控加工

塑料加工

复合材料加工
数控加工服务类别
数控铣削

数控车削

精密加工

放电加工
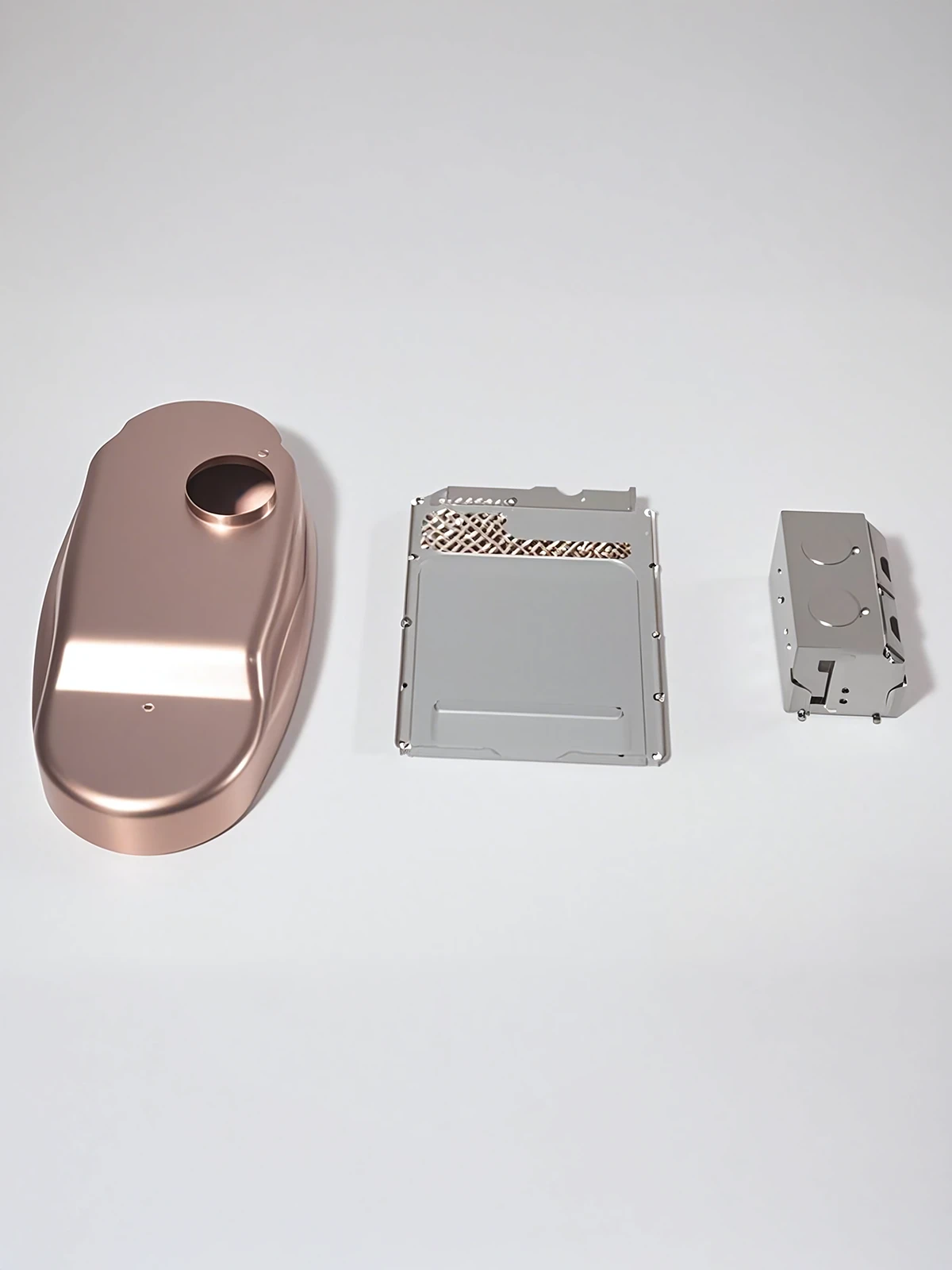
CNC加工解决方案案例研究



CNC加工在关键行业的应用

应用程序
薄壁卫星部件:厚度1mm,表面粗糙度Ra0.4μm。
技术重点
薄壁卫星部件:厚度1mm,表面粗糙度Ra0.4μm。
高纵横比火箭喷嘴:孔径0.1mm。

应用程序
激光切割心血管植入物:50微米特征。
微螺纹牙科组件:M1.2螺纹。
技术重点
用于医疗器械的机内三坐标测量检测。

应用程序
微齿轮制造:JIS 0级精度。
电动汽车电池组件加工:0.1mm铜。
技术重点

应用程序
微通道液压元件:0.3毫米;
精密模具镶件:5毫米电火花加工型腔
技术重点
智能数控夹具系统:精度5μm。
精密数控加工的核心竞争力
多轴数控加工工程
灵活的数控生产解决方案
高级几何体的实现
行业特定知识
多材料加工精通
高效的数控加工订单流程,只需三步即可完成
1. CAD文件提交和设计审查

2. 材料选择和即时报价
3. 生产监控与交付保障
CNC端到端材料解决方案
| 材料 | 应用 | 成本水平 | 材料 | 应用 | 成本水平 |
| Aluminum 6061 | Aerospace brackets | $$ | Brass C360 | Electrical connectors | $$ |
| Aluminum 7075 | High-stress fixtures | $$ | Copper 110 | Heat sinks | $$ |
| Aluminum 5052 | Marine hardware | $$ | Inconel 718 | Turbine disks | $$ |
| Stainless Steel 304 | Medical instruments | $$ | Nickel 200 | Electrolysis equipment | $$ |
| Mild Steel 1018 | Structural parts | $$ | Magnesium AZ31B | Camera bodies | $$ |
| Tool Steel D2 | Cutting dies | $$ | Carbon Steel 1045 | Gears, shafts | $$ |
| Tool Steel D1 | Tooling fixtures | $$ | ABS | Automotive prototypes | $$ |
| Titanium Grade 2 | Medical implants | $$ | Nylon (PA6/PA66) | Bearings, bushings | $$ |
| Titanium Grade 5 | Racing components | $$ | POM (Delrin) | Precision gears | $$ |

钢
钛

ABS
CNC加工表面处理选项
每个部件都必须经过清洗和去毛刺处理,以去除污染物(油渍、冷却液残留物)并达到高等级的表面光洁度(Ra≤3.2μm)。我们通过 ISO 认证的流程确保符合以下标准:
许多客户需要更高级的表面处理。First Mold 提供以下后处理选项:
Anodizing

Electroplating

喷漆
喷砂

PVD

丝网印刷
CNC加工服务常见问题解答

刀具选择:使用短而刚性、大直径的刀具以最大程度地减少振动。采用优化螺旋角(铝材为 30°–45°,钢材为 15°–25°)的硬质合金刀具可降低切削力。
编程
策略:
1. 采用顺铣以获得稳定的切削条件。2
. 添加拐角清理程序和均匀的余量(0.2–0.5mm)。
参数控制:将步距限制在刀具直径的 50% 以下,并使用机床的 SF 功能调整进给速度。
质量检查:对关键特征进行 100% 三坐标测量 (CMM) 检测。
薄壁不锈钢部件(例如航空航天管道、医疗植入物)需要精确的翘曲控制。我们采用工程方法,整合热动力学、结构优化和行业认证,针对
薄壁不锈钢翘曲预防、
CNC加工变形控制和
航空航天级不锈钢制造等关键词进行了优化。1.
工艺参数优化
| 范围 | 316L不锈钢 | 304不锈钢 | 复式公寓 2205 |
| 切割速度(米/分钟) | 60–90 | 70–100 | 50–80 |
| 每齿进给量(毫米) | 0.04–0.06 | 0.05–0.08 | 0.03–0.05 |
| 夹紧力(牛顿) | 200–400 | 150–350 | 250–500 |
轴向夹具:采用同心度公差为 0.005mm 的定制芯轴,消除径向变形风险。
多级粗加工:三级材料去除(1mm → 0.5mm → 0.2mm),各级之间采用低温冷却。2.
热应力缓解
激光辅助加工:使用 1kW 光纤激光器将局部区域预热至 150–200°C,从而降低 40% 的热梯度。
加工过程中的冷却:使用高压冷却液(70 bar)作用于刀具-工件界面,将切削温度降低至 <120°C。3.
结构增强
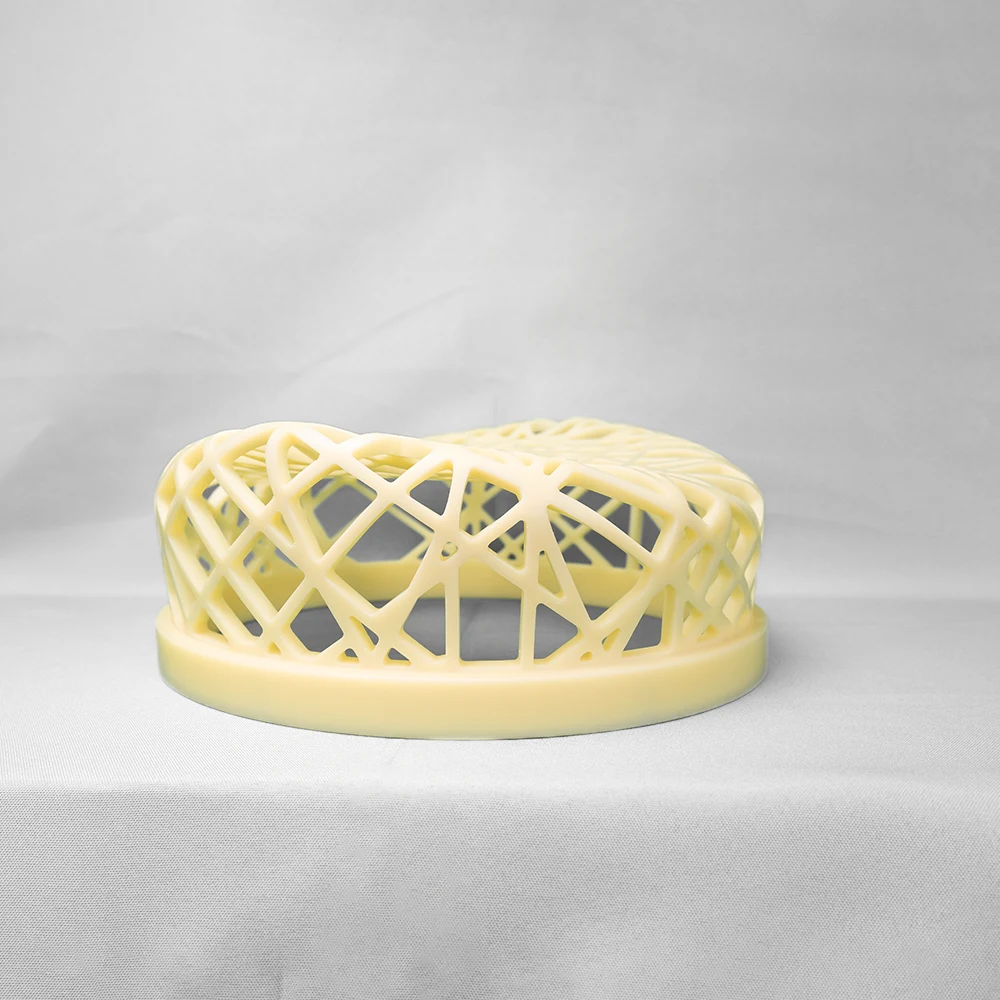
拓扑设计夹具:采用增材制造的具有晶格结构的钛合金夹具,可为壁厚 0.5mm 的零件提供 360° 支撑。
残余应力分布图:使用 XRD(X 射线衍射)识别高应力区域(>500 MPa),以便进行针对性的应力消除退火。
加工后校正喷丸
技术:激光喷丸(3-5GW/cm²脉冲)可产生高达800MPa的压缩应力,以抵消翘曲。
液压成形调整:施加200-300MPa的液压,将变形区域重塑至±0.1mm的公差范围内。
空运:5-7个工作日(美国/欧盟);
海运:大批量货物20-30天。
所有货物均包含报关文件和实时跟踪服务。
在不牺牲质量的前提下实现数控加工的成本效益,需要采用整合设计智能、材料科学和工艺优化的整体方法。以下是一些与搜索引擎优化关键词(例如
数控成本降低策略、
精密数控加工优化和
低成本数控原型制作)相关的可操作策略。1.
可制造性设计 (DFM)
内半径优化:增加半径≥型腔深度的1/3,以便使用更大的刀具(例如,ø8mm立铣刀),从而将加工时间缩短20%。
避免薄壁:保持壁厚>0.8mm(金属)或1.5mm(塑料),以防止刀具偏转和废料。
特征合并:将多个组件合并到单个装夹中(例如,三合一支架),以消除装配成本
。2. 材料成本工程
| 材料 | 节省成本的替代方案 | 力量保持 |
| 316L不锈钢 | 304不锈钢 | 85%屈服强度 |
| 5级钛 | 7075铝合金 | 强度重量比为70%。 |
| 黄铜 C360 | 易切削钢 12L14 | 可加工性相当 |
批量
采购:与供应商合作,以折扣价采购常用合金(例如,铝合金 6061)
。3. 工艺效率策略:
自适应加工:使用摆线刀具路径,可将刀具磨损降低 30%,并将加工周期缩短 25%。多轴
优化:五轴机床可在一次装夹中加工复杂零件,从而降低 40% 的人工成本。4
. 公差分级
| 特征类型 | 推荐耐受性 | 成本影响 |
| 功能表面 | ±0.005毫米 | 高(CMM检测) |
| 非关键孔 | ±0.1毫米 | 低(标准工具) |
GD&T实施:应用几何公差避免过度规格
。5. 供应链协同:本地化
采购:通过与区域材料供应商合作,缩短交货时间和降低运输成本。数字化
原型制作:使用人工智能驱动的CAM软件(例如Fusion 360)模拟加工过程,并在生产前防止错误。
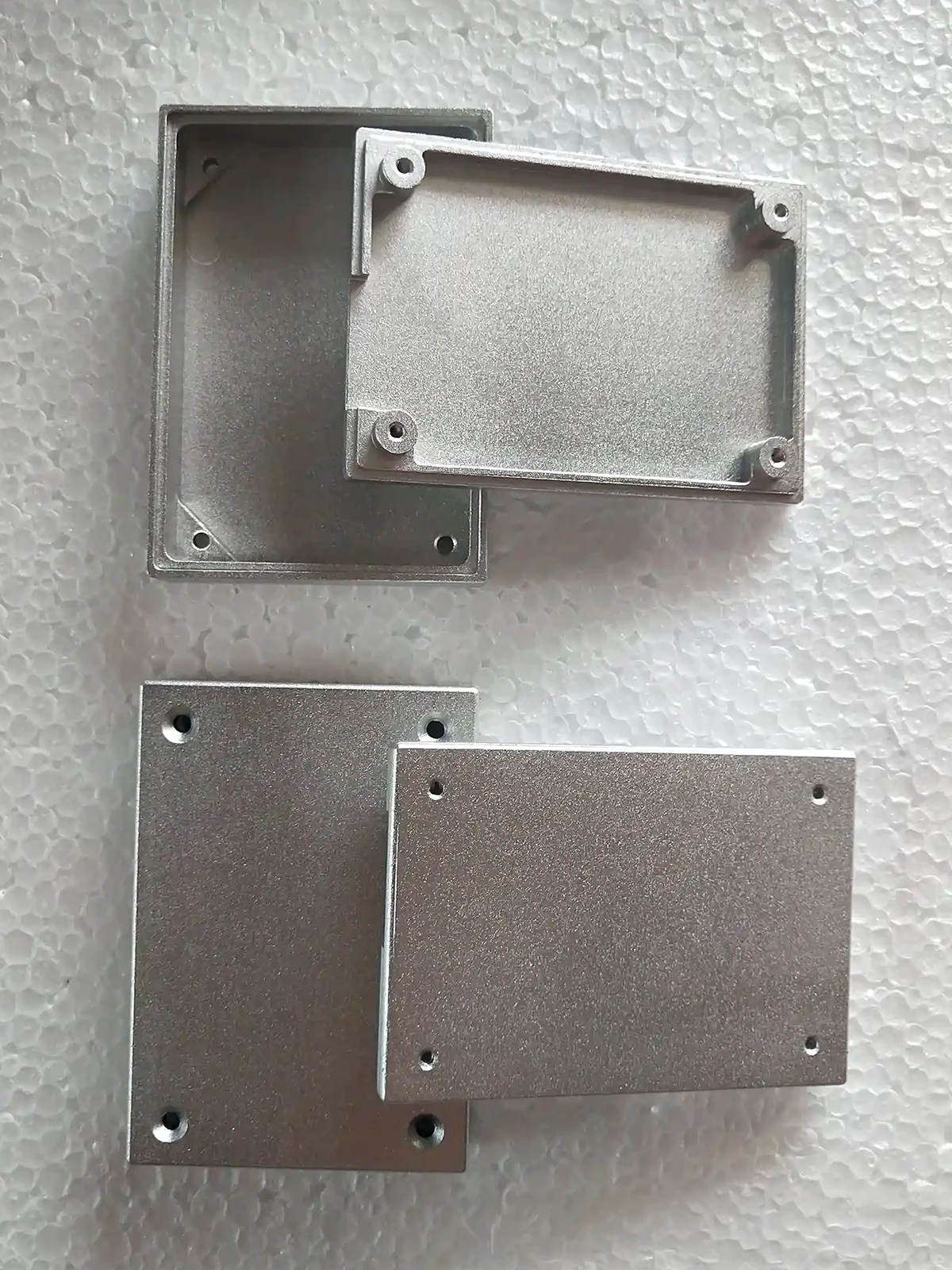
、红色、黑色、蓝色、绿色和青铜色在内的多种颜色,以满足特定的设计需求。
例如:
建筑
应用:为豪华建筑定制金色或青铜色饰面;
工业部件:为汽车零部件提供黑色或灰色涂层以增强耐腐蚀性;
消费电子产品:鲜艳的蓝色或红色等颜色以提升美观度。
我们通过严格控制染料批次、工艺参数和阳极氧化后质量检查来确保颜色一致性。
审查
设计规范:确认原始要求(例如颜色代码、粗糙度 Ra 值)与处理工艺相符;与
供应商
沟通:向制造商提供照片和三坐标测量 (CMM) 报告,以便进行根本原因分析;
返工选项:
对于阳极氧化不均匀:使用化学方法(例如氢氧化钠溶液)去除涂层,然后使用调整后的染料批次重新进行阳极氧化;
对于喷丸缺陷:使用更细的介质(例如玻璃珠代替钢砂)重新喷砂;
质量保证:信誉良好的供应商通常会为不合格的表面处理提供免费返工或退款